 当前位置:
当前位置: 机床铸件的铸造工艺
 发布时间:2020-06-08
发布时间:2020-06-08机床铸件时效处理有热时效、振荡时效、时效三种方法,其中以热时效为主。在热时效的过程中,常呈现机床铸件裂纹、变形等缺点。主要是因为热处理工艺不或人为操作原因形成的,曾有热处理的过程中18t工作台从中间断裂的案例终剖析主要是热时效处理不当形成的铸件断裂。为了避免铸件在热处理的过程中不呈现裂纹、变形等缺点,应注意以下几点。
1、装炉温度 装炉温度应小于150℃。
2、升温不能过快 升温速度一般取30~100℃/h,复杂铸件控制在20℃/h以下。
3、保温时刻不足和温度过高 保温时刻不足则形成铸造应力差,过高则形成强度和硬度下降。保温温度一般为500~600℃,保温时刻一般为2~6h,保温时刻能够按壁厚来计算25mm/h。
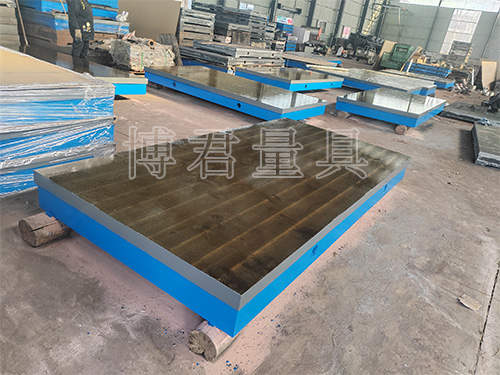
机床铸件的种类很多,从铸造工艺的角度来看,在结构上主要有以下一些特点:
1、机床铸件上的一些部位,如导轨面、轴孔和T型槽(增加加工余量后)等处较厚大,除易产生缩孔、缩松外,还由于铸铁性能对壁厚较敏感,而易使该处组织疏松,石墨粗大,硬度低。当这些部位的厚度与周围连接壁相差过大时还易产生裂纹等缺陷。
2、机床铸件中的基础件都是箱体形结构,并增设了很多加强筋,致使铸件结构形状较为复杂。铸造时需要用较多的型芯,还常常要用型芯撑来固定型芯;浇注时型芯产生的气体也难以排除,容易产生气孔、砂眼等缺陷。
3、一些承受油压、切削液压力的铸件,要求具有较高的气密性,不允许有渗漏现象。
4、由于切削加工向自动化、高速化、切削方向发展,数控机床的出现,使机床铸件结构产生一些变化,带来一些铸造工艺的问题。
机床铸件的内在质量主要指机床铸件的化学成分、物理性能、机械性能、金相组织以及存在于机床铸件内部的孔洞、裂纹、夹杂、偏析等情况;机床铸件的使用质量指机床铸件在不同条件下的工作能力,耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。机床铸件质量对机械产品的性能有很大影响。例如,机床铸件的尺寸稳定性,直接影响机床的精度保持寿命机床铸件由于工艺的性,机床铸件表面容易锈蚀,生锈后很难处理,如不引起重视,不但工件的防锈蚀能力较差,装饰性也不好。很多企业在对机床铸件提出较高的耐蚀性要求的同时,根据机床铸件不同的工作条件,要求对机床铸件(铸铁,铸钢)进行常温发黑,磷化处理和其它的防锈处理。机床铸件的表面防锈处理越来越受到人们的重视,这也是我们在机械加工和设备维修时常常要遇到的问题。
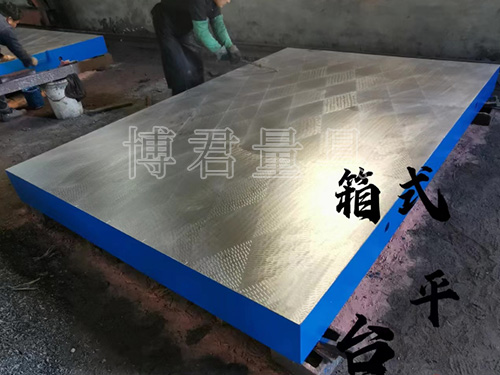
铸造是一种传统金属成形行业,机床床身铸件生产工序多,影响因素多,质量控制难度大,特别的机床铸件,无论从工装、造型工艺和浇铸方面都有很高的要求,每个细节都处理好。龙其是铁水的质量和温度,对铸件生产的成败很关键,对铸件材质和性能都有影响,裂纹是机床铸件的一个敏感问题。如果机床铸件出现裂纹,除了是铸件结构本身壁厚差大之外,铁水材质的性能也是导致裂纹产生的原因。
在机床结构时,除了要根据工作条件和金属材料性能来确定机床铸件的几何形状,尺寸大小以外,从铸造合金和铸造工艺特性的角度来考虑的性,以避免铸件的变形、开裂等铸造缺陷的产生。同时,生产的时候要根据铸件结构、重量和尺寸大小的选择铸造工艺,以生产出机床铸件。
- 上一篇:机床床身铸件有哪些优点
- 下一篇:划线平台正确的使用方法
热门产品
Product





备案号:冀ICP备19031979号-1
Copyright © 2019 - 2020 博君量具 All Right Reserved.
